

Summary:
Injection molding is a process of liquefying material and injecting it into a mold. This is usually done using heat and can be augmented with pressure during the actual injection process. The material to be injected is usually some form of thermoplastic. When Metal is injected using this process, it is called “die-casting”.

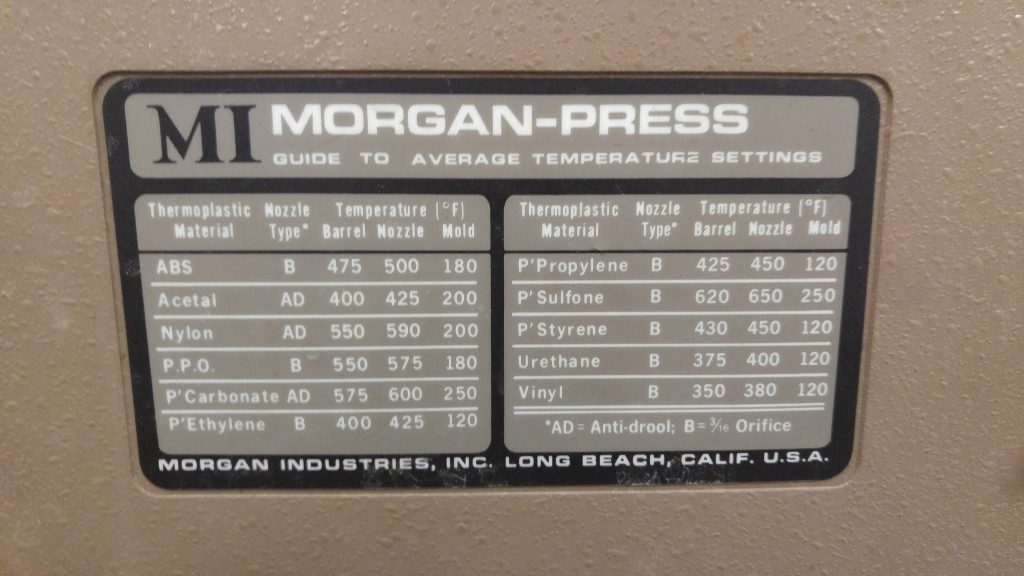
Material is poured into a hopper and is heated to its melting point. Then, a plunger forces the material through a tube until it is extruded out a small opening and forced into the mold.

The most time consuming and expensive part of the process is the actual mold/cast making. Because the injected material is very hot, the mold has to be kept at a very hot temperature as well (150 F minimum) and this places material limits on mold construction. For long-term production, molds are made from tool grade steel; however, aluminum is a great alternative because it is cheap and easier to mill. The space of the mold/cast is a limiting factor as well. The bed is only 8×8 and any mold must fit within this area.

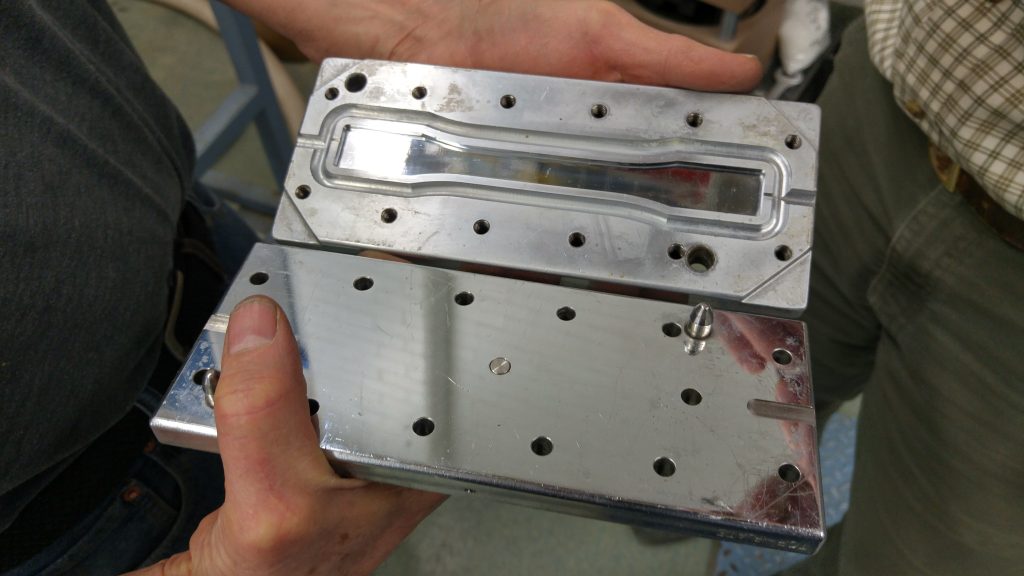
The mold itself consists of two, mirrored halves. This has to be clamped down tightly to prevent any material from spilling out. The mold has a hole in it that allows a spoon-shaped object to connect to the molding machine to the extruder. Also, the mold is highly polished and almost looks like a mirror. Higher reflectivity makes removal of the work from the mold much easier.

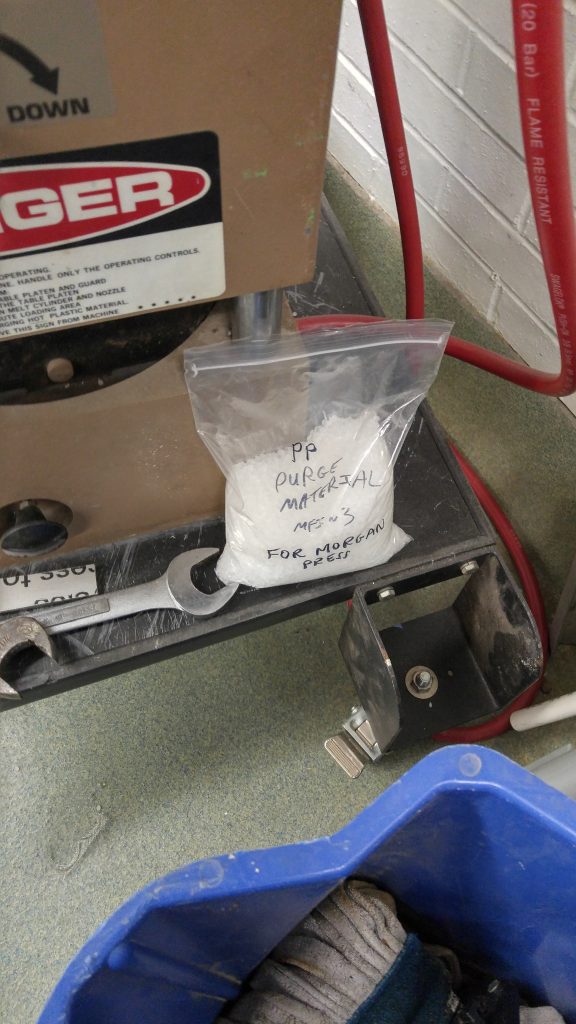
One of the most important parts of the molding process is to purge and clean the machine after every use (ideally). Because of the high temperatures, charred bits from previous injections get stuck to the inside of the hopper and can be injected into a clean work and mess it up. For this reason, polypropylene is mixed with water, the interior is scrubbed down, and this mixture is extruded out of the machine to remove burnt residue.
Specifics:
Bed size: 8×8 inches
Injection amount: 70cc’s of material per plunge (this can be overloaded to 210cc’s on occasion)
Draft angle 3-5 degrees for all molds
No material below 150 F heat tolerance
Resources:
Matt Cline: Office: Doherty Hall A102;
Email: mc86@andrew.cmu.edu
Larry Hayhurst: Office: Doherty Hall B211;
Email: hayhurst@andrew.cmu.edu