- POLICY
- PROCEDURE
1. ACCESSIBILITY: Students are approved to use equipment, after attending an IDeATe Certified Course and/or Training Session. Approved Users must abide by Reservation, Facility & Equipment Policy and Procedure to ensure a safe, and successful working environment.
2. SAFETY: Improper Equipment use, posing a threat to the User, or others; will be grounds for Equipment and/or Facility Suspension. Users must remain AWAKE and ATTENTIVE in Laser Lab during Equipment Use and Reservation Time. Make sure you are aware of the nearest Fire Extinguisher Location.
3. PROCEDURE: The Laser Equipment involves several Procedural Steps that should be completed before, and after all operations. Equipment damages, due to improper completion or in-completion of indicated Equipment Procedure; will result in a Fine, and Suspension from the Facilities.
4. MAINTENANCE: You are required to clean up any leftover tape, dust, debris and scrap left in the Laser Lab. Plan on 5-10 minutes to complete all clean-up tasks at the end of each job. If the room and/or equipment is not sufficiently cleaned, the User is subject to a Cleaning Fee.
5. FASTENING: Material that does not sit PLANAR/LEVEL within the Laser Equipment, due to non-planar surfaces, warping or bowing; will be removed from the Work-Area and disallowed from Laser Output. Common problematic materials typically include Plywood: CDX Grade, Low Grade Birch, OSB, Carboard, Chipboard etc. Materials that have minimal warping, that can be corrected with Masking Tape- are allowable. All other Fastening Methods are considered unacceptable: Duct-Tape, Double-Sided Tape etc.
6. MATERIALS: Certain Materials cannot be processed on the Laser Equipment. These materials include; but are not limited to: Glass Mirrors (see Staff for mirrored Acrylics), Metals, Lexan Plastics, Foam Core, P.E.T.G., Styrene, PVC or PVC Based materials (Any materials containing Chlorine). Fabric Materials MUST be cut to size before Laser Cutting. (Max = 47″x35″) Materials greater than or equal to 3/8″ (9.5mm) in thickness are unacceptable. If you have a question about any material that you would like to cut, please ASK!
7. PRIORITY: Between 9:00am-11:00pm; Equipment is for Research and Learning Purposes ONLY. File Preparation & Equipment Use MUST be Course Related. Instances involving, but not limited to: Crafts, Gifts, ‘Buggy’ Builds, Non/Minimal Design Related Competitions, Carnival Projects etc.; are NOT approved and will immediately be removed from the Laser Work-Area. Outside of these times, any Project is allowable.
1. SAFETY: Locate the nearest fire extinguisher and make sure you know how to operate it.
2. POWER-ON: The Rabbit Laser’s rotary Power Switch (w/ key) should be switched to ON position. Leave this switch in the ON Position unless notified otherwise. If the Equipment Control Panel does not light-up, ensure the red Emergency Stop button is not activated. Twist the E-Stop to make sure it’s released.
3. SWITCHES: Make sure all (3) Push Buttons, along the top of the Control Panel, are depressed.
3.1 The red ‘Lighting’ Button controls internal Equipment Light.
3.2 The green ‘Laser Power’ Button controls power to the Laser Tube.
3.3 The green ‘Socket Switch’ button controls power to the Water Chiller, Air Pump, Filtration System and Fan Booster.
4. MOVE Z-AXIS: From the Equipment Control Panel, lower the Vector Table by pressing and holding the ‘Z-Down‘ Arrow Button, located immediately above the ‘Z-0‘ Button.
5. MATERIAL PREPARATION: For Acrylic, remove protective layer from the top-side. If your material has a minimal ‘bow’ or ‘warp’, use Painters or Masking Tape to secure it to the Table as best as possible. *Note: as indicated in Policy, if your material is too warped, you run the risk of creating a fire and damaging Equipment.
6. MATERIAL PLACEMENT: Open the lid, make sure to minimize heavy collisions with the Laser Lens Assembly, and Vector Table. Carefully, slide your material underneath of the Laser Lens Assembly and onto the Vector Table. Make sure your Material is square with the table.
7. SET Z-HEIGHT: From the Control Panel, find and select the ‘ESC‘ape Button; use the ‘XY Motion‘ buttons (arrows), to position the laser head assembly above your material. You can move short increments by tapping these buttons; alternately, long distances by pressing and holding. The Laser Lens assembly should be well within your material’s edges (1/4″-1/2″ or 6mm-12mm). Find and select the ‘Z0‘ Button from the Control Panel. The Equipment will adjust the Table to the correct Z-Height after touching the top of your material.
8. SET ORIGIN: The blue diamond in your Laser CUT File (showing near your geometry), is your origin point. This is where the Laser will begin cutting from. Using the Control Panels ‘XY Motion‘ buttons, jog the Laser Lens Assembly to a point above your material, to an XY Location that will allow enough space for your geometry to be included entirely on your cut sheet. Press the ‘Test‘ button to have the laser outline the area it will cut, based on the file you downloaded. If it travels off your material, adjust your home position with the ‘XY motion‘ buttons (or just move and re-square the material by hand) and try again.
9. START: Close the lid slowly. Find and Press the green ‘Start‘ Button, to begin your Job.
10. PAUSE: Press the green ‘Start‘ Button to Pause your Job. Make sure the lid is closed, and press the green ‘Start‘ Button again, to resume your Job.
11. STOP: Press the red ‘Stop‘ Button to Abort the Job entirely. The Laser Lens assembly will return to its original starting location.
12. EMERGENCY STOP: Find the red ‘Emergency Stop‘ Button, and press it. Complete any necessary Emergency Procedures required.
13. COMPLETION: When the Equipment Beeps, your file is complete. Leave the Equipment Lid closed, for 10-30 seconds, to allow proper extraction of hazardous fumes. Before removing your material, make sure your parts have been cut through completely. Remove your parts and pieces. Vacuum small debris from the table and Equipment. Place un-usable Scraps in the TRASH; place usable scraps in Scrap Bins.
14. POWER-OFF: Turn OFF the (3) Push Buttons located above the Control Panel. Leave ON the Rotary Power Switch (w/ key), and make sure the Emergency Stop is not active.
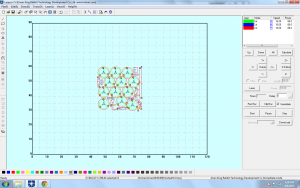
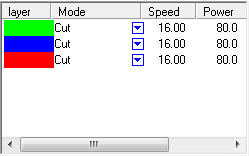 Within the LaserCut Application, a User can control the order in which Geometry is Processed; and the Mode in which Geometry is Processed. To control any of these parameters, your geometry must be separated onto Layers. Your Layer Menu is located in the top-right of the LaserCut Interface. To place geometry on a Layer, or Create a New Layer, select ALL Geometry you would like to separate onto an individual Layer; then, Select a Color that suits your taste from the Color Bar at the bottom of the LaserCut Interface. Within your Layer Menu, you will find the new color listed under the Layer Column.
Within the LaserCut Application, a User can control the order in which Geometry is Processed; and the Mode in which Geometry is Processed. To control any of these parameters, your geometry must be separated onto Layers. Your Layer Menu is located in the top-right of the LaserCut Interface. To place geometry on a Layer, or Create a New Layer, select ALL Geometry you would like to separate onto an individual Layer; then, Select a Color that suits your taste from the Color Bar at the bottom of the LaserCut Interface. Within your Layer Menu, you will find the new color listed under the Layer Column.